Материалы, разрушающиеся после выполнения своих функций, и самопроизвольные процессы литейного производства
В экологических концепциях будущего прогнозируют широкое использование материалов, самостоятельно разрушающихся после выполнения своих функций без накопления долговременных отходов. Сегодня во многих случаях причинами загрязнения окружающей среды является массовое производство материалов чуждых земной биосфере. Способ литья металлоизделий по ледяным моделям (ЛМ, Investment Casting with Ice Patterns), продукты таяния которых впитываются в поры песка формы, является примером создания малоотходных процессов литейно-металлургического производства по разовым моделям без органических материалов в соответствии с вышеупомянутой эко-идеей, описанной в работе [1].
Суть технологии состоит в том, что в литейном цехе при производстве металлических деталей машин или механизмов эти детали сначала изготавливают изо льда как литейные ледяные модели (ЛМ) – копии металлической отливки. Затем эти ЛМ засыпают в металлическом контейнере (опоке) сухой огнеупорной песчаной смесью и ее уплотняют вибрацией. Модель в песчаной смеси плавится, впитывается в сухую смесь и образует полость песчаной литейной формы. Этот процесс получения песчаной формы называется формовкой. Затем в полость полученной формы заливают расплавленный металл, он затвердевает, и литейщики получают металлическую деталь. Такая криологическая технология (криотехнология) при самопроизвольным таянии льда разовой литейной модели в песчаной форме с температурой выше 0 °С приближает процесс литья к безвредному обмену веществ и теплоты с окружающей средой.
Оценивая постепенное развитие ледяных технологий как один из шагов в завтрашний день промышленного производства с новым уровнем экологической культуры, отметим, что бум криотехнологий, по нашему убеждению, еще только предвидится по сравнению с сегодняшним вниманием к нанотехнологиям (последний термин впервые введен в научный оборот в 1974 г.). Еще в начале прошлого века польский геофизик А. Б. Добровольский в своей монографии «Естественная история льда» (пожалуй, единственной в мире такого рода публикации) предложил называть криологией отрасль науки, изучающей лед во всех видах и проявлениях [2]. Термин «криотехнология» распространен в основном пока лишь среди медиков, пищевиков и создателей холодильной техники. Сам же лед как материал для изготовления промышленных конструкций еще не нашел широкого применения.
В то же время интенсивное развитие холодильной техники сделало холод в настоящее время экономически и технически доступным в больших масштабах, все шире открывая возможности использования низких температур для создания технологических процессов, включая изменение агрегатного состояния вещества [3]. Природный холод использовали издавна, например, для замораживания грунтовых вод, при консервации пищи и закалке стали. Явление замораживания воды при быстром испарении ее в вакууме позволило Д. Лесли (1810 г.) построить первую установку для получения искусственного льда, а в 1875 г. К. Линде создал аммиачную компрессорную холодильную машину, положившую начало современной криотехнологии. Вовлечение обширного массива междисциплинарных знаний из области криологии в литейно-металлургическое производство как технологического использования науки в качестве производительного ресурса неизбежно даст высокотехнологичные способы получения отливок [4]. Это будет отечественный вклад в решение эко- и ресурсосберегающей проблематики в той области промышленности, где отечественная научная школа обладает запатентованными приоритетами новизны, о чем свидетельствуют нижеприведенные примеры способов формовки и литья.
Подчеркнем также, что важность создания новых технологий литья обоснована непрерывным ростом спроса на продукцию машиностроения (по прогнозам на ближайшие 10 лет), что стимулирует развитие мирового литейного производства, поскольку увеличение потребления отливок (достигшее 103,23 млн. т. в 2013 г.) прямо пропорционально росту машиностроения [5]. Около 80 % выпуска отливок получают в песчаных формах, что сохраняет актуальность совершенствования такой технологии литейного производства.
Научной школой проф. Шинского О. И. (Физико-технологический институт металлов и сплавов НАН Украины) получены десятки патентов по криотехнологии литья металлов в песчаные формы, начиная с а. с. 1121089 СССР (1984) [6] на разовую литейную модель, состоящую изо льда и наполнителя. Агрегатные переходы воды при изготовлении песчаной формы (из жидкого в твердое при замораживании литейной модели, опять в жидкое – плавление ЛМ при освобождении полости литейной формы, а затем испарение влаги при сушке песчаной формы) в какой-то мере подобны кругообороту воды в природе [4, 7]. Для ряда процессов с ЛМ вода на 30…90 % и формовочная песчаная смесь до 90 % могут использоваться многократно.
В стремлении приблизится к безотходной технологии ученые ФТИМС НАН Украины отрабатывали процессы формовки на примере сыпучих смесей, виброуплотняемых аналогично сухому песку при литье по пенопластовым газифицируемым моделям (ЛГМ) и приготовленных смешиванием сухого песка с порошками таких кристаллогидратных связующих, как гипс и (или) портландцемент [8]. При этом сухая смесь опиралась на полутвердое покрытие ЛМ, в котором происходило твердение такого связующего, нанесенного в виде порошка слоем до 3 мм.
Это покрытие наносили на ЛМ как порошковую краску. Оно удерживается на ЛМ электромолекулярными силами [9, 10] за счет положительного электрозаряда на поверхности льда, возникающего вблизи его температуры плавления, и отрицательного заряда, свойственного (от природы) минеральным частицам [11]. Нанесение порошка покрытия сопровождается самопроизвольной конденсацией влаги из окружающего воздуха на поверхности охлажденного контактом со льдом слоя порошка (при температуре ниже точки росы), или прибегали к ускоренному увлажнению распылением в контакте с ЛМ аэрозоля как жидкостно-воздушной дисперсии. В состав такой дисперсии или ЛМ желательно добавление известных материалов для ускорения схватывания и твердения гипса или цемента. После нанесения покрытия на ЛМ ее помещали в контейнерную опоку и засыпали сухой смесью [12], типовый состав которой приведен в патенте [8], а несложная методика по ее гранулометрической оптимизации - в патенте [13]. Затем формовочный материал виброуплотняли, он обжимал и уплотнял покрытие ЛМ, усиливая внутреннее трение и оставляя его в виде трения покоя, силовой характер которого превышает трение частиц в движении.
Последующее сочетание практически одновременного протекания трех операций (плавление ЛМ, удаление фильтрацией ее расплава в поры формы и твердение песчаной оболочки на глубину фильтрации) дает преимущество (по сравнению с традиционным литьем по выплавляемым моделям) в том, что, удаляясь из полости формы, разовая модель свой расплав тратит на отверждение песчаной оболочки.
Наиболее экономичны самопроизвольные плавление и фильтрация, обусловленная капиллярными и сорбционными процессами, хотя отработан и вариант ее интенсификации (принудительная фильтрация) с вакуумированием песчаной формы. А для ускорения схватывания и твердения формы с гипсом возможен ее нагрев до 40...46 °С, а с цементом - до 80...100 °С [14]. Сам же гипс при гидратации – экзотермической реакции также самопроизвольно нагревается, и нагрев до указанной температуры ускоряет твердение.
Характер используемой фильтрации обладает признаками физической и химической адсорбции или хемосорбции. При хемосорбции между адсорбатом и частицами адсорбента на поверхности протекает химическая реакция с образованием нового соединения - кристаллогидратного камня вследствие гидратации гипса или цемента. При физической адсорбции адсорбат стремится, не меняя своей химической природы, самопроизвольно занять всю поверхность адсорбента. Вода способна самопроизвольно подняться в капиллярно-пористой среде песчаного слоя на 0,4-0,6 м, что обычно наблюдается у берегов естественных водоемов при подъеме влаги на такую высоту от уровня воды. Однако введением гелеобразователя (например, жидкого стекла) в состав модели или образованием его в твердеющей оболочке доступно регулирование глубины пропитки путем изменения проницаемости стенки формы. Образование кристаллогидратов также снижает пористость последней. Аналогично действует кольматация – закупоривание поверхностного слоя формы нефильтратом из крупных частиц расплава модели, термин взят из технологии применения буровых растворов для строительства скважин.
Смеси с кристаллогидратами затвердевают вследствие гидратации. Гипс, цемент или др. гидратационные вяжущие в составе песчаных смесей от теплового воздействия отливки в литейной форме дегидратируются (как бы повторно проходя термообработку, ранее выполненную при их изготовлении из природного минерального сырья) и могут вновь твердеть при увлажнении. Это созвучно с идеей саморазрушения после выполнения своих функций материалов и позволяет применять оборотные кристаллогидратные смеси с обновлением их свежими материалами до 10 % [15]. Дегидратация и разрушение песчаной смеси от тепла отливки – самопроизвольный процесс в системе «отливка – песчаная форма» в период, когда показатель прочности формы некритичен для достигшей конструкционной прочности затвердевшей отливки.
В таком литейном процессе разрушается из твердого монолитного состояния как лед, так и формовочная смесь. Важность разупрочнения формы в период от заливки до выбивки отмечена в работе [16]. Кстати, с такой же точки зрения можно рассматривать и твердение расплава металла в отливке как его разрушение из жидкого до твердого при «самопроизвольном» остывании в форме до температуры воздуха в цехе.
В итоге, в описанной технологии для льда, формовочной смеси и металлического расплава создают и используют технологические условия (окружающей среды), приводящие к разрушению - трансформации этих материалов по состоянию «монолитности - текучести». В частности, функция таяния и удаления льда (до текучей воды) фильтрацией приводит к твердению сыпучей смеси, в полости из которой из жидкого состояния твердеет металл, теплом разрушая эту смесь. При этом ЛМ передает свою «позитивную» объемную конфигурацию отливке через «негативный» отпечаток в виде литейной полости песчаной формы.
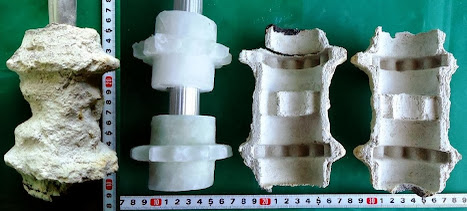
Хотя ЛМ давно запатентованы, они все еще являются экзотикой для литейщиков. Среди примеров изделий изо льда есть сообщения в прессе о серийном изготовлении на 3D принтере маленьких ледяных копий известных архитектурных сооружений (Эйфелева башня, Тадж-Махал и т.п.) для охлаждения напитков в бокале. Морозильники есть почти в каждой квартире и продуктовом магазине, они достигли высокого конструктивного уровня, но пока как бы находятся на «другой планете» от литейного цеха, также, как менталитет литейщика и холодильщика. Для сближения их позиций покажем блоки (кластеры, кусты) ЛМ (рис. 1) для отработки процессов формовки с самопроизвольно разрушающимися после выполнения технологических функций материалами.
См. фото в предыдущем сообщении
Рис. 1. Примеры кластеров, содержащих от двух до десяти ледяных моделей (в ряде моделей лед содержит красители для изучения процессов фильтрации).
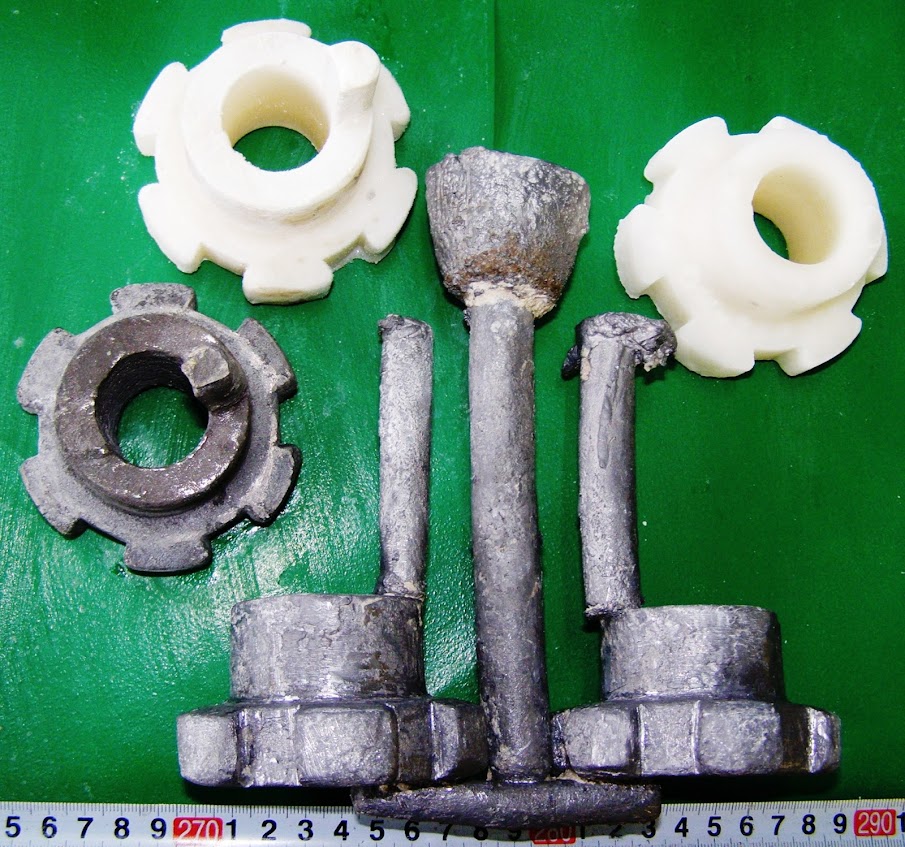
Полученные по рассмотренной технологии модели и отливки из черных и цветных металлов, показаны на рис. 2.
См. фото в предыдущем сообщении
Рис. 2. Ледяные модели и отливки из черных и цветных металлов.
Относительно научного обоснования самопроизвольных процессов, в частности, используемых в технологии литья, отметим следующее. Второе начало термодинамики явилось результатом обобщения наблюдаемых в природе закономерностей - все процессы самопроизвольно (сами по себе, без затраты работы) идут только в одном направлении: теплота переходит от горячего тела к холодному, и никогда наоборот; газ всегда стремится занять весь предоставляемый ему объем, и никогда самопроизвольно не сжимается; газы и жидкости проникают друг в друга и смешиваются, но никогда самопроизвольно не разделяются. То есть, все самопроизвольные процессы ведут к уменьшению и исчезновению разности температур, разности давлений и разности концентраций. Для получения полезной работы всегда необходимо иметь разность «потенциалов» (градиент) какой-либо величины - температуры, давления и т. д. [3, 17].
В этом обзоре уже упомянуты некоторые примеры самопроизвольных процессов с наличием подобных градиентов. Таяние ЛМ в песке комнатной температуры. Капиллярный транспорт при фильтрации талой модели в поры формовочной смеси из зерен с гидрофильной поверхностью. При этом крупные частицы связующего из талой жидкости ЛМ (в варианте его введения в ЛМ при формовке в сухом песке) в виде нефильтрата оседают в оболочковом слое и упрочняют оболочку со связующим аналогично явлению кольматации при бурении скважин. Такое движение влаги идет в капилляре, пока его не закупорит, затем в - следующем, равномерно распределяя влагу в порах формы, а само связующее - только не глубже 0,5-2,0 мм. В вакуумируемой форме эти явления усиливаются. На воздухе комнатной температуры поверхность ЛМ создает при (-15…20 оС) условия ниже точки росы и точки инея, конденсируя и замораживая на себе влагу из воздуха, покрытая порошком ЛМ таким образом увлажняет порошок и намораживает на нем иней. Регенерация кристаллогидратных смесей от тепла отливки. Твердение формовочной смеси при контакте фильтрующейся жидкости в сухую сыпучую гипсопесчаную смесь. Гравитационное самопроизвольное высыпание сыпучей «несвязанной» песчаной смеси через отверстие внизу контейнера (как в песочных часах), оставляет в нем в разных случаях затвердевшую оболочку или охлаждающуюся отливку.
С ростом вычислительной мощи компьютеров прогнозируется объединение упомянутых междисциплинарных знаний о льде и воде, а также других безвредных для окружающей среды материалов и технологий в единую базу данных для виртуального моделирования, отработки «под ключ» и замены сомнительных по экологии производственных процессов. Целесообразно к решению экологических проблем идти в направлении от следствия к причине, от разработки универсального набора самостоятельно разрушающихся отходов к изменению технологий для продуцирования этих отходов. Также для малозатратных процессов следует найти условия, при которых упомянутые градиенты появляются вполне естественным путём, без затраты работы с нашей стороны (за счёт потенциала окружающей среды) [17]. Такие условия можно найти в поле тяжести, при неоднородности системы, например по плотности, теплосодержании и т. п. Междисциплинарное объединение химического, физического, экономического и экологического уровней станет значимым шагом в эволюции компьютерного моделирования такого рода материалов и технологий, которые составят основу безотходного производства будущего.
ЛИТЕРАТУРА
1. Дорошенко В.С. Криотехнология литья по ледяным моделям // Литейное производство. - 2013. - № 3. - С. 16 – 20.
2. Dobrowolski A.B. Historia naturalna lodu. – Warszawa: Wyd. Kasa im. Mianowskiego, 1923. – 940 s.
3. Третьяков Ю. Д. Низкотемпературные процессы в химии и технологии / Ю. Д. Третьяков // Современное естествознание: энциклопедия / Гл. ред. В. Н. Сойфер. Т. 10. Современные технологии. - М.: Магистр-Пресс, 2000 - 2001. - С. 174-180.
4. Дорошенко В. С. Криотехнология литейного производства - получение металлоотливок по ледяным моделям // Промышленный Казахстан. – 2012.- № 4 – С. 28 - 31.
5. Дорошенко В.С. Анализ и идентификация литых легковесных металлоконструкций с использованием теории минимальных поверхностей // Металл и литье Украины. – 2015.- № 11. – С. 24 - 28.
6. А. с. № 1121089 СССР, МКИ В22 С7/00. Неразъемная замороженная модель для низкотемпературной формовки / О. И. Шинский, В. И. Московка, В.А. Шевченко и др. Опубл. 1984. Бюл. № 40.
7. Дорошенко В.С. Что может быть экологичнее воды? Криотехнология получения металлических отливок по ледяным моделям // Литье и металлургия. - 2012. - № 2. - С. 45-50.
8. Патент № 83891 Украины, МПК В22С9/04, В22С 7/00. Способ изготовления литейных форм по легкоплавким моделям / О. И. Шинский, В. С. Дорошенко - Опубл. 2008, Бюл. №16.
9. Патент № 82026 Украины, МПК В22С 7/00. Способ нанесения порошковой краски на ледяную модель / О. Й. Шинский, В. С. Дорошенко. - Опубл. 25.07.2013, Бюл. № 14
10. Патент № 88304 Украины, МПК В22С 7/00. Способ нанесения покрытия на охлажденную модель / О. Й. Шинский, В. С. Дорошенко - Опубл. 12.10.09, Бюл. № 19.
11. Дорошенко В. С. Нанесение порошковых красок на ледяные литейные модели, применяемые для получения отливок из металла // Экология и промышленность России. - 2011. - № 3. – С. 10 – 13.
12. Патент № 81726 Украины, МПК В22С 9/00, 9/02, 9/06. Способ засыпания модельных блоков песком в контейнере / О. И. Шинский, В. С. Дорошенко - Опубл. 2008, Бюл. № 2.
13. Патент № 83018 Украины, МПК В22С 9/02. Сухая формовочная смесь, уплотняемая в сыпучем состоянии / О. И. Шинский, В. С. Дорошенко - Опубл. 27.08.2013, Бюл. № 16.
14. Патент № 91197 Украины, МПК В22С 9/02. Способ фильтрационного формования / О. И. Шинский, В. С. Дорошенко - Опубл. 25.06.2014, Бюл. № 12.
15. Гамов Е. С. Расчет освежения оборотных кристаллогидратных самотвердеющих смесей // Литейное производство. – 1978. – № 2. – С. 16 - 17.
16. Дорошенко С. П. О двух важнейших проблемах песчаной формы // Литейное производство. - 2001. - № 4. - С. 26 – 27.
17. Минин В.Н. Самопроизвольные процессы // Журнал Русской Физической Мысли. – 2011.- № 1-12. - С. 49 - 66.
Аннотация. Пример реализации концепции саморазрушения материалов после выполнения их функций предложен в составе процесса литья металлов по ледяным моделям. Показаны образцы блоков (кластеров) таких моделей для отработки процессов формовки и литья. Прогнозируется распространение подобных материалов и технологических процессов безотходном производстве будущего.
Ключевые слова: саморазрушение материалов, формовочный процесс, песчаная форма, ледяная модель, криотехнология, безотходное производство.
Doroshenko V.S.
Materials collapsing after performing its functions, and spontaneous processes of foundry.
An example of the concept of self-destruction materials after the exercise of their functions is provided as part of the metal casting process of the ice patterns. Showing samples of units (bushes) of such patterns for testing the molding process. It is predicted the spread of such materials in the waste-free production of the future.
Keywords: self-destruction of materials, molding process, sand molds, ice pattern, cryotechnology, waste-free manufacturing.
Дорошенко Владимир Степанович, к.т.н., старший научный сотрудник Физико-технологического института металлов и сплавов НАНУ. (адрес: Украина, 03680, г. Киев-142, МСП, бульв. Вернадського, 34/1).
Тел. 38066 145 78 32,
[email protected]

 , 2
, 2 , 3
, 3 , 4
, 4 , 5
, 5 , 6
, 6 , 7
, 7 , 8
, 8 ,
,  , 10
, 10_big.jpg) , 11
, 11 , 12
, 12 , 13
, 13 , 14
, 14 , 15
, 15 , 16
, 16 , 17
, 17 , 18
, 18 , 19
, 19 , 20
, 20 , 21
, 21 , 22
, 22 , 23
, 23 , 24
, 24 , 25
, 25 , 26
, 26 , Ледяные модели
, Ледяные модели  , 28
, 28 , 29
, 29





 , 31
, 31 ,
, , 34
, 34 , 35
, 35 ,
, , 37
, 37 , 38
, 38 , 39
, 39 , 40
, 40 ,
,  , 42
, 42 43
43 ,
,